ООО «РемПрессМаш» - Ремонт, Модернизация, Реновация кузнечно-прессового оборудования, rempresmash.ru, Ремонт, Реновация, Пресс ножницы НГ5222, Пресс ножницы НГ5223 , Пресс ножницы НГ5224, АСВ, ДВТ, РАВСАК, ИИТЕХ, Дюкон, Саста, Станки, Кузнечно-прессовое оборудование, Ножницы гильотинные НД3316Г, Ножницы гильотинные НД3314, Ножницы гильотинные НД3318, Ножницы гильотинные НЗ3118, НВ3218, НК3418, НГ13, НЗ222А, НА3223, НА3225, Механические прессы, КД2118 , К2019 , КД2122 , КД2124 , КД2128 , КВ2130 , КВ2132 , КЕ2330, Прессы гидравлические:, П6316А , П6320Б, П6324, П6328Б , П6330Б , П6332Б , Прессы гидравлические , ДЕ 2428 , ДЕ 2430 , ДЕ2432-01, Листогибочные прессы , ИР1330 , ИВ1330 , ИР1332 , И1420 , Машины листогибочные , ИВ2144, ИБ2213В, ИБ2216В , ИБ2219В , Молоты ковочные , МА4129 , МА4132 , МА4134 , МА4136 , Автоматы правильно отрезные, И6128 , И6119 , И6122 , ГД162 , СПР12 , Инструмент , ножи , мечики , оснастка , Модернизация , капитальный ремонт, Пусконаладка, Выставка, Станки новые, Станки б/у, Станки бывшие в употреблении, Станки после ремонта, На заказ, Центр, Низкие цены, Услуги, Поставка, Продажа, Комплектация, Электрика, Восстановление, Завод, Завод КПО, КПО, Оборудование трубогибы, Компания, ООО, Рем, Пресс, Маш, РемПрессМаш, Гильотины, Пресс, Комбинированные, Ножницы, , Станки токарные, фрезерные, Широкоуниверсальные, Деревообрабатывающие, Станки фрезерные универсальные, 16К20 , 16А20ФЗ , МК6056, 250ИТВМ , 1К62 , 1М63 , 1М65, ДИПЗОО , ДИП500, 6Т80 , 6Т82 , 6Т83 , 6Р12 , 6Р13 , СФ676, Станки шлифовальные, ЗД711 , ЗД722, 3Д725, Станки сверлильные, 2С132, 2К52-2, 2А554, Сальский завод КПО, Пинский завод КПО, Курский завод промышленного оборудование, Хмельницкий ОАО Термопласавтомат, Дмитровский завод фрезерных станков, Хмельницкий завод кузнечно-прессового оборудования, ЗАО Черниговский механический завод, Донпрессмаш, Нелидовский завод гидропрессов, Славгородский завод кузнечно-прессового оборудования, Воронежский завод КПО, Армавирский завод КПО, Стрыйский завод КПО, Красный Пролетарий, Горьколвский завод фрезерных станков, Дмитровский завод фрезерных станков, Тирада, ВЗТС, Техника
|
|
|
|
 |
|
|
 |
ИБ1430Б, ИБ1430Б-01, ИБ1430Б-02
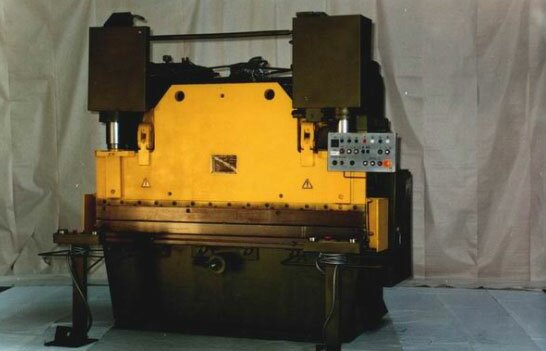
ИБ1430Б, ИБ1430Б-01,ИБ1430Б-02 - прессы листогибочные гидравлические предназначены для использования во всех отраслях машиностроения, связанных с гибкой листового металла.
В состав прессов входят: станина, ползун, цилиндры главные, привод механизма регулировки ползуна, инструмент, механизм зажима инструмента, гидропривод, шкаф электрооборудования, пульт управления.
Механизм зажима инструмента предназначен для крепления пуансонов. Устройство позволяет быстро заменить инструмент и обеспечивает равномерный прижим по всей длине ползуна. Для смены инструмента необходимо нажать кнопку "пуансон" на пульте управления.Универсальный гибочный инструмент состоит из матрицы и пуансона. Матрица фиксируется через сухари установочными винтами, ввернутыми в кронштейны с передней и задней стороны стола.
Задний упор предназначен для упора листа при гибке. Упор крепится в Т- образном пазу стола с внутренней стороны и опирается винтами в его вертикальные ребра.
Настройка упора на размер производится вращением маховика с отсчетом положения по счетчику оборотов, расположенном в корпусе с лицевой стороны стола. Движение упора происходит посредством ходового винта и гайки, прикрепленной в корпусе и ползуне.
Стол прессов снабжен устройством предварительной деформации, предназначенной для получения гиба повышенной точности. Вращая винт, перемещающий клин центрального устройства, мы тем самым деформируем стол пресса.
После деформации стола на определенную величину (max 0,8 мм), поднимаем стол клиньями остальных устройств. Данная деформация компенсирует деформацию стола и ползуна, возникающую при гибке заготовок
Краткое описание работы:
Гибка заготовок производится комплектом ПУАНСОНОВ, закрепленных на ползуне, с упором в МАТРИЦУ, установленную на СТОЛЕ пресса.
МЕХАНИЗМ ЗАЖИМА ИНСТРУМЕНТА позволяет быстро менять пуансоны.
МЕХАНИЧЕСКИЙ СИНХРОНИЗАТОР надежно предохраняет ползун от перекосов во время движения.
МЕХАНИЗМ РЕГУЛИРОВКИ ХОДА ПОЛЗУНА нажатием кнопки регулирует точку остановки ползуна в конце гиба, что позволяет получать детали с любым заданным углом гиба.
ГИДРАВЛИЧЕСКИЙ ПРИВОД исключает заклинивание ползуна в нижнем положении при гибе в упор.
МЕХАНИЗМ БОМБИРОВАНИЯ позволяет компенсировать упругие деформации заготовки и получать качественный гиб по всей длине заготовки.
УПОР ЗАДНИЙ предназначен для упора заготовкипри гибке. На нужный размер упор устанавливается вращением маховика и контролируется по счетчику.
По желанию заказчика пресс может оснащаться УПОРОМ ПЕРЕДНИМ, предназначенным для поддержания крупногабаритных заготовок.
По желанию заказчика пресс может оснащаться СПЕЦИАЛЬНЫМ ИНСТРУМЕНТОМ для быстрого изготовления конкретных деталей методом гибки, штамповки или просечки.
Примеры гибки:

|
Технические характеристики:
|
ИБ1430Б
|
ИБ1430Б-01
|
ИБ1430Б-02
|
|
Номинальное усилие пресса, кН
|
1000
|
1000
|
1000
|
|
Длина стола и ползуна, не менее, мм
|
4000
|
3200
|
2400
|
|
Расстояние между стойками, не менее, мм
|
3150
|
2500
|
2000
|
|
Ширина стола, не более, мм
|
200
|
200
|
200
|
|
Расстояние от оси ползуна до станины (вылет) не менее, мм
|
250
|
250
|
250
|
|
Наибольший ход ползуна с учетом регулировки, не менее, мм
|
190
|
190
|
190
|
|
Величина регулировки расстояния между столом и ползуном, не менее, мм
|
100
|
100
|
100
|
|
Наибольшее расстояние между столом и ползуном, не менее, мм
|
400
|
400
|
400
|
Скорость ползуна, не менее, ммсек.
При холостом ходе
При рабочем ходе
При возвратном ходе |
100
15
65
|
100
15
65
|
100
15
65
|
| Наибольшая величина перемещения заднего упора, мм |
750
|
750
|
750
|
| Масса пресса, не более, кг |
8220
|
7500
|
6800
|
|
|
|
|
|
|
|
|
Copyright © 1997-2006 Группа Компаний «РемПрессМаш»
Торговый Дом "РемПрессМаш"
101000, г. Москва, Центр, Уланский переулок, дом 14а
Для писем: 101000, г. Москва, Моспочтамт, а/я 266
Тел.: (495) 223-38-55, 207-09-22, 207-00-46, 772-66-05, 506-94-66, 507-10-65
Тел./факс: (495) 207-07-17
E-mail:
"РемПрессМаш-СПБ" г. Санкт-Петербург
196070, Санкт-Петербург, ул. Бассейная д. 14 офис 8
Тел.: (812) 388-0229, 387-0434
Факс: (812) 387-04-34
E-mail:
Завод по ремонту Кузнечно-Прессового оборудования "РемПрессМаш", г. Кувандык
462220, Оренбургская область, город Кувандык, Проспект Мира 44
Тел.: (35361) 27-5-35, 36-2-59
Тел./факс: (35361) 27-5-86
E-mail: |
|
Разработка сайта D.Studio |
|
|
ссылки
|
|


